
Sandwich Panel Lines
The ever-growing demand for insulated panels in building applications is driven by the new energy-saving regulations imposing significant reductions on power consumption, that can be achieved by the thermal insulating properties of the materials used.
Sandwich insulated panels can be produced with a maximum thickness of 250 mm and either flexible (paper, cardboard and felt, centesimal aluminium sheet, etc.) or rigid facing (metal sheet, GRP, etc.) and using different types of insulating materials:
- Polyurethanes
- PIR
- Phenolic resins
Dedicated presses and foaming plants for the manufacture of curved panels are also available.

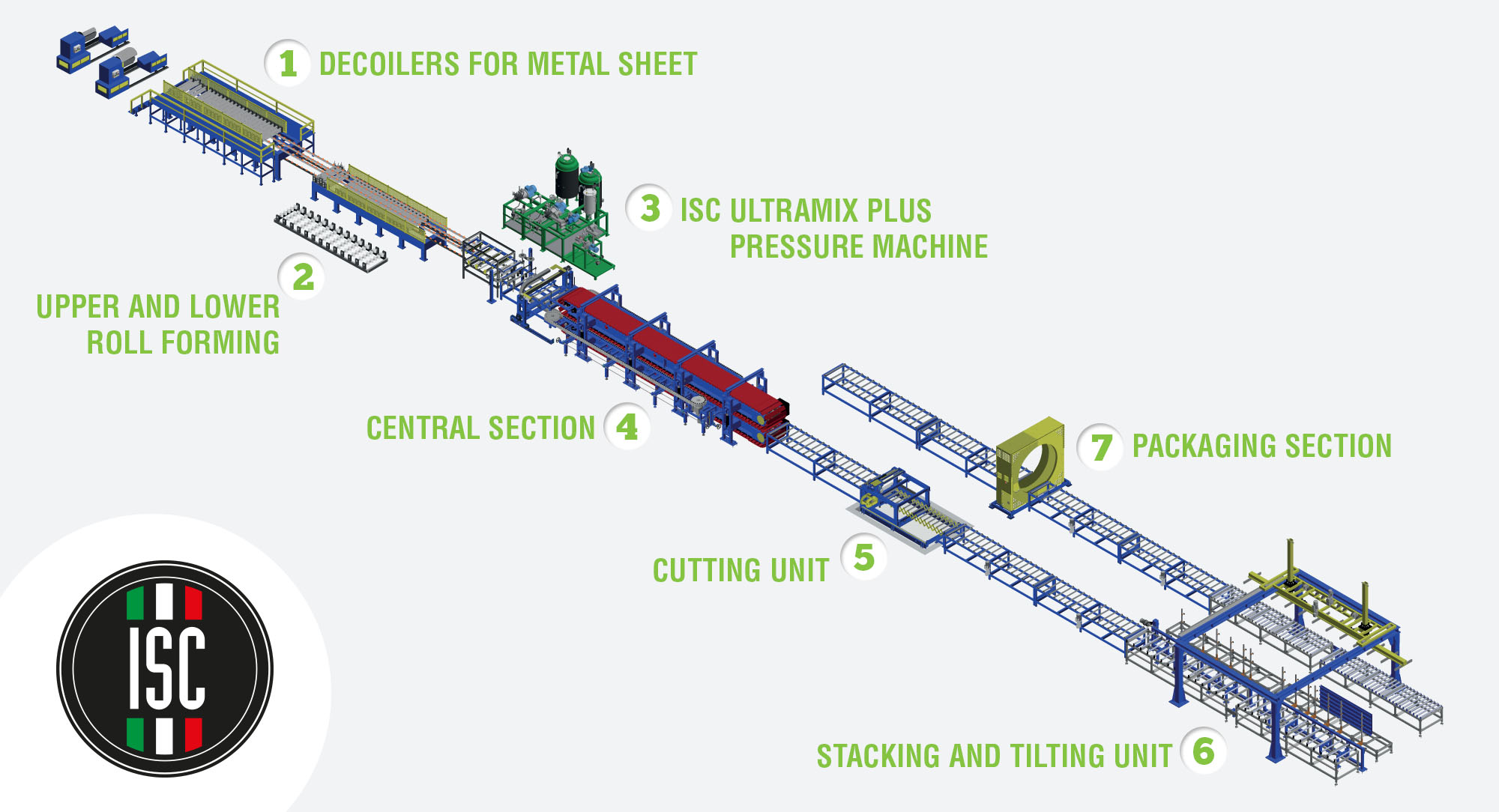
1) DECOILERS FOR METAL SHEET
Unwinding group is usually composed of two decoilers, one for the upper profile and one for the bottom profile or more equipped with an automatic loading and positioning system of the coil on the relevant mandrel.
2) UPPER AND LOWER ROLL FORMING
Line for wall profile complete with micro ribbing device. Roof Panels require deeper ribs and a dedicated set of forming rolls for the external sheet layer. The system is designed for fast replacement of the forming rolls(cassette system).
3) ULTRAMIX-PLUS HIGH PRESSURE MACHINE
A high-Pressure multi-component dosing unit(number of components according to chemical formulations) equipped with mass flow transducers. If required hydrocarbons can be used as blowing agent and dosing unit.
4) CENTRAL SECTION
Pre Heating Unit:
Formed layers are heated to achieve good foam adhesion and the final quality of the sandwich
Foaming Portal (laydown):
Used to apply the reactive mixture via the mix head to the bottom facing, at Double Belt entrance.
Double Belt Conveyors It consists of two convejor belts aligned one above the other and capable of contrasting the pressure generated by the foam reaction and ensuring a perfect flatness. The daylight between the two belts is adjustable, allowing the processing of panels with different thickness.
5) CUTTING UNIT
The cutting machine sawns the finished panels to the desired lenght. The cutting unit can be supplied with disk or bandsaw, the cutting device can be equipped with overlap cutting disk.
6) STACKING AND TILTING UNIT
The automatic stacker installed above the conveyors, picks up the panel from the bench or from the tilter and it places the panels on the conveyor to form the pack panels. If required a group of arms with vacuum cups tilt the panel of 180° and leave the way for stacking unit.
7) PACKING SECTION
Wrapping Ring to Accommodate the Roll of Stretch Film. The wrapping ring is guided in running rollers. The wrapping is used to cover all the panel length.



Standard Production Plant Configuration:
Unwinding Unit: Unwinding group is basically composed of two decoilers, one for the upper profile feeding and one for the lower one, which are equipped with an automatic loading and positioning system of the coil on the relevant mandrel (four is the maximum possible configuration).
Roll Forming Machine: Profiling line for wall panels complete with micro ribbing device to shape the rigid facing and form the junctions.
Roof panels require deeper ribs and a dedicated set of forming rolls for the external sheet layer.
The main feature of the roll forming equipment is the number of roller holder shafts, which is related to the profile to be obtained.
Dosing, Mixing & Foaming: A high-pressure multi-component dosing unit (number of components according to chemical formulation) equipped with
mass flow transducers and diaphragm pumps. When hydrocarbon-based blowing agents (i.e. Pentane) are used, the whole foaming equipment is specially configured with dedicated raw material storage, premixing unit, explosion-proof devices and active ventilation system to ensure the maximum safety.
The foamed insulating material, polyurethane, PIR or phenolic resins, is poured by means of a dedicated mixing head assembled and driven by a portal that slides transversally over the panel, giving optimal foam distribution.
For Phenolic Resin Insulation
When using phenolic resins, the dosing unit, storage for chemicals, mixing head and all the parts in contact with them have to be specially designed to handle corrosive and high-viscosity liquids. The resin component could also contain up to 50% in weight of solid fillers to improve the already excellent resistance to fire of these foams: but the operating viscosity of the component is expected to be around 50,000 mPas !
Double Belt Conveyor: The double belt conveyor represents the most important part of the line. It consists of two conveyor belts aligned one above the other and capable of contrasting the pressure generated by the foam reaction and ensuring a perfect flatness. The gap between the two belts is adjustable, allowing the processing of panels with different thicknesses. In order to obtain an optimum PU polymerization, the upper and lower sections are independently heated.
Cutting Equipment: Leaving the double belt conveyor, the sandwich panel enters a sound-deadened cabin where the cutting machine sawns the finished panels to the desired length. The cutting group (available with single or double configuration) can be supplied with disk or band saw.
Handling Systems: To avoid heat accumulation, thus preventing wavy surfaces, bulges, foam tears and scorching; the high thickness panels need to be properly cooled before stacking. To save space, ISC suggests dedicated cooling rack devices that use air as coolant.
Packing Machines: The finished panels are then stacked according to the set quantities requested, before being wrapped by the packing unit placed at the end of the line.
Raw Material Bulk Storage: Being a solution provider as well as a worldwide supplier of complete plants, ISC Srl is also able to offer a full package that includes chemicals and hydrocarbon blowing agent storage equipment.
ISC satisfy a wide range of customer’s requirements: from simple chemical bulk storage, up to polyol/Cyclopentane blend storage, small bulk storage for hydrocarbons, complete pentane storage systems.
